







电站配套水库工程投标方案
目录
第一章
压力钢管措施(投标)
10
第一节
工程概况
10
第二节
引用标准
10
第三节
压力钢管主要施工方案
11
第四节
压力钢管制造
14
第五节
压力钢管的安装
24
第六节
钢管的焊接施工
27
第七节
压力钢管的施工运输及吊装
28
第八节
制作、安装的主要设备及工装
29
第二章
引水隧洞回填、固结及接触灌浆
33
第一条
水、电及制浆系统的布置
37
第三章
填筑
46
第一节
基础处理、趾板内坡喷锚支护、固结灌浆施工
46
第一条
工程概述
46
第二条
施组设计原则
47
第三条
施工方法
48
第四条
机械设备配置表
50
第二节
趾板砼浇筑
50
第一条
工程概况
50
第二条
施工组织设计原则
51
第三条
趾板砼配合比设计
51
第四条
趾板砼浇筑进度计划
53
第五条
趾板砼浇筑前的准备工作
54
第六条
趾板砼浇筑的施工道路布置
54
第七条
水平段趾板砼浇筑
55
第八条
施工分块缝处理
57
第九条
左右岸斜坡段趾板砼浇筑
57
第十条
趾板砼浇筑设备配置表
58
第十一条
趾板砼质量保证措施
58
第十二条
趾板砼浇筑安全措施
59
第三节
大坝填筑
60
第一条
工程概述
60
第二条
施工组织设计原则
60
第三条
大坝填筑碾压试验
63
第四条
大坝填筑的分期、工程量和填筑时段
67
第五条
大坝填筑各分期道路布置
69
第六条
大坝填筑分期的料物平衡
71
第七条
大坝填筑各区料的施工方法、施工工艺及质量控制
73
第八条
大坝上游粘土铺盖及保护石碴填筑
86
第九条
大坝填筑施工机械设备配置
87
第十条
大坝填筑施工劳动力配置
88
第十一条
大坝填筑施工安全措施
89
第四节
面板砼浇筑
90
第一条
工程概述
90
第二条
面板施工组织设计编制的原则
90
第三条
面板砼的分期施工及施工时段
93
第四条
面板砼浇筑施工准备
94
第五条
面板砼浇筑
98
第六条
水平施工缝的处理
106
第七条
面板周边缝、垂直缝、坝顶横缝的止水保护施工
106
第八条
面板砼防裂措施
113
第九条
面板砼的质量控制
115
第十条
安全保证措施
117
第十一条
检验试验计划
118
第十二条
面板施工进度计划
119
第十三条
面板施工设备配置
120
第五节
坝顶防浪墙、坝顶公路及混凝土护栏
122
第一条
坝顶防浪墙施工
122
第二条
坝顶公路施工
122
第三条
下游防护栏施工
123
第四条
施工设备配置
123
第五条
施工劳动力计划
124
第六节
质量保证体系及措施
124
第一条
联营体质量体系概述
124
第二条
质量管理组织机构
125
第三条
文件与资料的管理
126
第四条
采购
127
第五条
产品标识和可追溯性
129
第六条
过程控制
129
第七条
检验和试验
130
第八条
检验、测量和试验设备的控制
132
第九条
检验和试验状态
133
第十条
不合格品的控制
134
第十一条
纠正和预防措施
134
第十二条
搬运、贮存、包装、防护和交付
135
第十三条
质量记录的控制
137
第十四条
培训
137
第十五条
服务程序
138
第十六条
统计技术
138
第四章
水库引水系统施组
146
第一节
电厂供水系统及小雨谷电站引水系统工程施工
146
第一条
工程概况
146
第二条
施工布置
150
第三条
引水系统施工程序及进度计划
153
第四条
引水隧洞进出口明挖与支护
157
第五条
引水隧洞洞身开挖与支护
160
第六条
引水隧洞洞身砼施工
169
第七条
引水系统进出口砼施工
173
第八条
引水系统设备投入计划
176
第九条
引水系统劳动力计划
177
第十条
环境保护及文明施工
177
第二节
加强施工管理、严格保护环境
178
第一条
环境保护的目标
178
第二条
环境保护措施
178
第三节
文明施工的目标、组织机构和实施方案
180
第一条
文明施工的目标
180
第二条
文明施工组织机构
181
第三条
文明施工措施
181
第四节
文明施工考核、管理办法
183
第一条
文明施工管理办法
183
第二条
文明施工考核
184
第五章
某电站配套水库工程实施性施工组织设计
186
第一节
工程概况及特点
186
第一条
工程概况
186
第二条
工程特点
206
第二节
施工现场组织机构
207
第一条
组织机构关系图
207
第二条
职责分工
209
第三节
施工总布置
210
第一条
施工布置原则
210
第二条
施工道路布置
210
第三条
拟建施工临时道路特性表
212
第四条
生活与管理设施
214
第五条
风、水、电、通讯系统布置
218
第六条
砂石加工系统
228
第七条
混凝土拌和系统
244
第八条
弃碴场布置
251
第九条
其它设施
251
第四节
施工方案
252
第一条
施工准备
252
第二条
主要施工工序和特殊工序的施工方法
259
第三条
工程成本的控制措施
522
第五节
工期、施工总进度计划和保证措施
523
第一条
工期要求和规划
523
第二条
施工进度计划网络图
526
第三条
主要安装设备供应计划
527
第四条
保证工期所采取的主要措施
527
第六节
工程分包的管理
532
第七节
环境保护及文明施工
532
第一条
环境保护
532
第二条
加强施工管理、严格保护环境
532
第三条
文明施工的目标、组织机构和实施方案
535
第四条
文明施工考核、管理办法
537
第八节
计划统计和信息管理
540
第一条
计划统计编制
540
第二条
计划统计信息传递
541
第三条
信息管理
541
第六章
电厂闸门安装(技术文件)
542
第一节
闸门、拦污栅系统安装
542
第二节
安装施工方案及现场布置
543
第三节
拦污栅安装
545
第一条
埋件安装
545
第二条
栅叶安装
548
第四节
平板闸门安装
551
第一条
埋件安装
551
第二条
门叶安装
555
第三条
平板闸门的吊装及运输
558
第五节
闸门系统安装工程的吊装施工
559
第六节
闸门门体拼接焊缝的焊接工艺
560
第一条
焊工的管理
561
第二条
焊缝返修与处理
563
第三条
闸门安装焊缝的防腐工艺
563
第七节
启闭机安装
564
第一条
固定式启闭机安装工艺
564
第二条
门式启闭机安装
568
第八节
闸门(拦污栅)、启闭机系统运行试验
572
第一条
运行试验应具备的条件
572
第二条
固定式(门式)启闭机及闸门系统运行试验
572
第九节
施工机械设备
575
第七章
电厂施工导流及坝基开挖
576
第一节
主要施工工序和特殊工序的施工方法
576
第一条
施工导流与水流控制
576
第二条
大坝工程施工
605
第三条
安全管理组织机构及主要职责
641
第四条
安全组织技术措施
649
第五条
重要施工方案和特殊施工工序的安全过程控制
662
第六条
上下交叉作业的主要安全措施
667
第七条
工程事故易发生区的具体施工安全措施
667
第八条
安全应急措施
671
第九条
其它安全措施
672
第八章
防渗帷幕工程施工
674
第一节
防渗帷幕工程施工
674
第一条
本合同承包人
674
第二条
地质条件
674
第二节
灌浆平洞开挖、支护及砼衬砌施工
675
第一条
施工布置
676
第二条
石方洞挖
678
第三条
一期锚杆支护
682
第四条
混凝土衬砌
682
第五条
质量检查及验收
684
第三节
溶洞的处理方法
685
第一条
施工程序
686
第二条
处理方法
686
第四节
固结、帷幕灌浆及排水孔施工
687
第一条
水、电及制浆系统的布置
688
第二条
施工方案
689
第五节
施工进度
691
第六节
资源配置
693
第七节
质量保证措施
695
压力钢管措施(投标)
工程概况
XX电厂共3条压力钢管,其中1#、2#为半埋管,3#为全埋藏管。1#、2#压力钢管结构基本相同,主管段为内径1.7米的水平埋管,有一个水平弯,支管为内径0.8-1.0米的明管。1#为1管两机,2#为1管三机。材质为Q345,板厚均为8毫米,单管长度约380米。
3#压力钢管为地下式埋藏管,由上平段、下平段和斜井段组成,采用一管两机的供水方式布置。整个压力钢管总长419米(至主厂房上游墙外边缘),其中上平段长6米,斜段长86.632米,倾角为24.47O,下平段长278.4米。压力管道主管内径3.2米,长335.4米,3#支管内径1.5米,总长70.38米。渐变段采用钢筋混凝土衬砌,钢管采用材质为Q345、厚度δ=12~14mm的钢板衬砌,岔管型式为月牙型内加强肋钢岔管,最大板厚14mm,最大肋板厚34mm,压力钢管工程量约为270吨。在钢板衬砌段,其外部回填50cm厚的C15混凝土。
引用标准
本工程在制作和安装中,应严格执行以下技术标准和规范(不限于):
1)碳素结构钢和低合金结构钢热轧厚钢板和钢带GB3274-88
2)热轧钢板和钢带的尺寸、外形、重量及允许偏差GB709-88
3)钢板和钢带验收、包装、标志及质量证明书的一般规定GB247-88
4)碳钢焊条GB/T5117-95
5)低合金钢焊条GB/T5118-95
6)碳素钢埋弧焊用焊剂GB5293-85
7)火焰切割面质量技术要求GB3092-82
8)气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式、尺寸GB985—88
9)埋弧焊焊缝坡口的基本形式与尺寸GB986-88
10)钢结构焊缝外形尺寸GB10854-89
11)焊缝符号表示法GB324-88
12)钢熔化焊接接头射线照相和质量分级GB3323-87
13)钢焊缝手工超声波探伤方法和探伤结果的分级GB11345—89
14)水工金属结构焊接通用技术条件SL36-92
15)水工金属结构焊工考试规则SL35-92
16)焊条质量管理规程JB3223—83
17)压力钢管制造安装及验收规范DL5017-93
18)手工电弧焊及埋弧自动焊焊工考试规则SDZ009-84
压力钢管主要施工方案
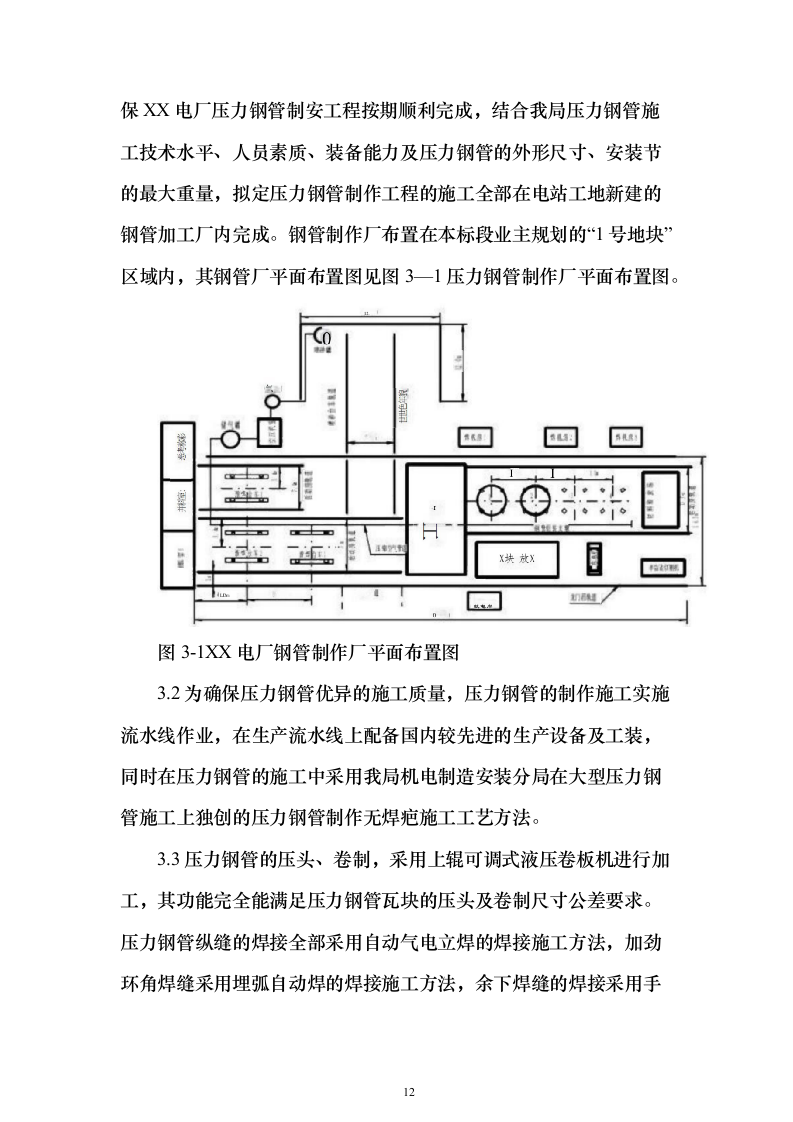
3.1根据招标文件及图纸,以及业主制定的进度工期要求,为确保XX电厂压力钢管制安工程按期顺利完成,结合我局压力钢管施工技术水平、人员素质、装备能力及压力钢管的外形尺寸、安装节的最大重量,拟定压力钢管制作工程的施工全部在电站工地新建的钢管加工厂内完成。钢管制作厂布置在本标段业主规划的“1号地块”区域内,其钢管厂平面布置图见图3—1压力钢管制作厂平面布置图。
图3-1XX电厂钢管制作厂平面布置图
3.2为确保压力钢管优异的施工质量,压力钢管的制作施工实施流水线作业,在生产流水线上配备国内较先进的生产设备及工装,同时在压力钢管的施工中采用我局机电制造安装分局在大型压力钢管施工上独创的压力钢管制作无焊疤施工工艺方法。
3.3压力钢管的压头、卷制,采用上辊可调式液压卷板机进行加工,其功能完全能满足压力钢管瓦块的压头及卷制尺寸公差要求。压力钢管纵缝的焊接全部采用自动气电立焊的焊接施工方法,加劲环角焊缝采用埋弧自动焊的焊接施工方法,余下焊缝的焊接采用手工电弧焊的焊接施工方法,确保压力钢管制作焊缝的自动化焊接使用率大于80%以上。
3.4钢管由钢管厂至安装现场的运输,由载重汽车运输至安装支洞或下平段钢管隧洞出口,利用设置在洞口的起吊架卸车后装入洞内运输安装台车,然后采用轨道运输方案,将钢管运至安装作业面。由安装支洞运输的钢管采用卧式运输,钢管最大管长为6米。
3.5钢管支撑装置采用活动支撑结构,结构形式见图4-4,此结构具有支撑回收率高,钢管内壁无疤痕的特点。
3.6压力钢管的焊接工艺评定及中间焊接评定试验均在现场焊接后,在贵阳基地的试验室及有关专业检验试验单位进行,因而不在钢管加工厂设立试验室。
3.7在月牙肋岔管的施工上,我处在国内施工企业中已处于领先地位,独创的“分体错位还原法”及“无预组装现场施工法”虽已在工程中经过了考验并取得了国家的科技进步三等奖及国内有关专家的一致好评,我处将组织专门的技术队伍,对岔管的施工进行专门的工艺创新,以确保岔管的施工质量及工期,将分管工程创建为一技术含量高、施工工艺新颖的精品。
3.8根据工地现场条件及钢管厂至安装现场的良好通道条件,在满足设计图纸要求的前提下,按岔管结构及分缝要求,将岔管组装成尽可能大的整体件,焊接施工完成并检查合格后,整体运至现场进行安装。
压力钢管制造
4.1压力钢管制作工艺流程如下:
4.2压力钢管制作方案
4.2.1下料及附件制作工艺
4.2.1.1材料到货后,配合业主做好材料的复检,合格后方能进行下料工序。
4.2.1.2将钢板吊至下料平台,钢板规格尺寸核对无误后,根据钢管节序图的钢管直径、管长及部件或异形管瓦块展开图划线,并预留1~3mm割缝余量。划线尺寸按表5-1的规定:表5-1划线尺寸允许偏差
序号
项目
极限偏差(mm)
1
宽度和长度
±1
2
对角线相对差
2
3
对应边相对差
1
4
矢高(曲线部分)
±0.5
划线且尺寸复核合格后,用油漆在瓦块中间位置标出管节编号、中心线、水流方向、材质、板厚等字样。采用数控切割机或半自动切割机进行下料及坡口加工,成形后用风动角向砂轮机对坡口及每侧100毫米范围内进行打磨、修整。坡口加工完成并检查合格后,将坡口涂刷不影响焊接施工质量的坡口漆。
4.2.1.3完成后,进行检测并填写质检记录。
4.2.1.4对于不同板厚对接时板厚差超过GB985—88、GB986—88规定的,按规范要求采用动力头对厚板进行过渡边缘加工,然后再进行坡口加工。
4.2.1.5将下料后的瓦块成品按材质、规格顺序堆放。堆放时必须垫实牢固、堆放整齐,并且堆放高度不宜过高,以防止钢板由于堆放不当造成变形。
4.2.1.6加劲环、止水环采用计算机编程后数控切割机下料,并用检测样板对加劲环内弧尺寸进行检测,用铁丝将每道加劲环、阻水环分别进行绑扎、分类堆放,并用油漆标注每道加劲环、止水环的材质、内弧半径、分块数等数据。
4.2.1.7灌浆孔补强板及堵头的加工在钢管厂内设置的机加工车间进行,补强板及堵头加工完成并检查合格后,应将补强板及堵头螺纹处涂油保护以防锈蚀。
4.3瓦块钢板压头、卷制
4.3.1对每一瓦块钢板尺寸进行复检,并根据节序图管节的卷制尺寸制作检测样板,检测样板弦长为1500mm。
4.3.2钢板压头质量是钢管形位尺寸控制中的重要一环。对本工程钢管的压头加工采用我局拥有的上辊可调试卷板机进行压头加工,将瓦块钢板两端分别喂入卷板机找正后进行滚压,滚压中随时用样板跟踪检测。多次滚压后,将卷板机上辊升起脱离钢板,在瓦块端部自由的状态下用检测样板进行瓦块端部弧度的检测,直至端部弧度达到样板尺寸要求。
4.3.3压头操作时,应注意一次不能将下压量进给过大,且应尽量滚压至钢板边缘,以防弧度尺寸过小及端部直边过大,从而给组圆及校正带来困难。
4.3.4每一组相同尺寸的瓦块钢板压头施工完成后,将卷板机上辊调至中心位置,并将已压好头的瓦块钢板吊入卷板机进行瓦块的卷制。
4.3.5直管瓦块的卷制采用圆柱管卷制法进行。
4.3.6卷制过程采用多次进给下压量的方法,使瓦块滚压均匀,以防止卷制尺寸过小后校正困难。卷制过程中随时用样板检查曲率半径。
4.3.7渐变管的卷制采用分区卷制法。钢管卷制前将管节瓦块按素线进行分区,调整卷板机上锟与下辊倾斜度,然后将瓦块钢板吊入卷板机中,按每个分区进行卷制。卷制过程中,随时用上、下端半径尺寸的检测样板及时的检测卷制弧度。
4.3.8卷制完成后将瓦块以自由状态立于工作平台上,对瓦块进行检测并填写检测记录。
4.3.9卷制过程中必须遵循下列规定:
(1)卷制方向应和钢板压延方向一致;
(2)卷制时严禁锤击钢板,防止在钢板上出现任何痕迹;
(3)卷制过程中应及时清扫瓦片内壁在卷制过程中出现的氧化、污物等杂质;
(4)用弦长1500mm的检测样板检查瓦片弧度偏差时,样板与瓦片的极限间隙不应大于2.0mm。
4.4单节组装
4.4.1按管节的编号,将管节瓦片吊至组对平台。
4.4.2粗调外形尺寸及管口不平度,其管口不平度≤3mm。
4.4.3将纵缝调整夹具装在纵缝区位置,利用夹具上的调整螺栓调整纵缝错边及对口间隙在规定允许范围内。
4.4.4调整完后,用钢尺及样板检测钢管上、下管口周长、对口错牙量、钢管圆度及纵缝区弧度尺寸。钢管实测周长与设计周长允许偏差±20mm,且相邻管节周长差小于10mm,钢管纵缝对口错牙量控制在1mm以内,钢管管口圆度实测直径差≤20mm,弦长1500mm样板检测纵缝弧度间隙≤3mm。
4.4.5调整合格后。按点固焊工艺要求进行纵缝的定位焊,定位焊焊接位置为内纵缝,间距400mm,焊长50mm,且末端的定位焊缝距管口50mm。
4.4.6外纵缝封底焊接完成并检查合格后,将调圆架吊入管节内,对管节进行调圆操作。调圆部位为管节加劲环的装配位置。
4.4.7调整完成后,对管节进行检测,达到规范要求后进行加劲环的装配。加劲环装配时,定位焊间距300~500mm,定位焊长度不小于50mm。且加劲环的对接接头必须与钢管纵缝错开100mm以上,纵缝两侧300mm内不得点固焊。
4.4.8装配完成后,进行加劲环接头焊缝的焊接施工,完成后将调圆架吊出。
4.4.9将管节翻转后吊至滚焊台车上,对内纵缝进行清根,检测合格后用埋弧自动对内纵缝进行焊接,见图4—1。
图4-1内纵缝埋弧自动焊示意图
4.4.10每条焊缝应一次性施焊完成,不得无故中断。当由于特殊原因中断焊接时,应采取保温防裂措施。在重新焊接前,应将表面清理干净,确认无裂纹后,方可按原工艺继续施焊。多层焊接时,每层的层间接头应错开。
4.4.11质检部门对焊缝进行各项外观及无损探伤检测,合格后方能进行安装节组装工序。对单节管检测的同时,将管节上、下口周长及组装标记用油漆标注在相应的管口上。
4.5安装节组装工艺
4.5.1按施工节序图及管节编号,将需要进行单元组装的相邻管节吊至环缝组装台上,用卧式组对法进行环缝的组对工作,环缝的调整用装设有千斤顶的顶杆进行。
4.5.2相邻管节吊装就位进行环缝组装时,应对齐管节上标出的相对应中心,同时根据管口的周长尺寸先进均匀地调整,并确保错牙尺寸及对口间隙在规范允许的范围内。
4.5.3环缝组装调整时,采用调整好一段,就点焊固定一段的工艺方法。点焊间距300mm,对局部区域可根据需要缩短定位焊间距,以确保组装环缝的对缝质量。
4.5.4定位焊焊接按工艺指导书的相应轨道执行。
4.5.5安装节的组装尺寸及相邻管节的纵缝位置严格按图纸技术要求及规范进行。
4.5.6安装节环缝组装合格后,进行环缝外侧坡口的手工封底焊接。
4.5.7对封底焊后的焊缝进行清根,并用风动砂轮机对环缝清根部位进行打磨。经检验合格后,将其吊至滚焊台车上,用埋弧自动焊按焊接工艺指导书的要求进行内环缝的焊接及加劲环的焊接,见图4—2。
图4-2(1)内环缝焊接示意图图4-2(2)加紧环焊接示意图
4.5.8按照施工图纸所示开制灌浆孔,装设灌浆孔补强板并进行预热后焊接。补强板的预热、焊接遵照焊接工艺指导书的要求进行,补强板焊接后进行磁粉探伤检查。
4.5.9焊接内部缺陷的处理,用碳弧气刨或风动角向磨光机将缺陷清除,并用角向磨光机修磨成便于焊接的凹槽,焊补前进行预热,按焊接工艺指导书的要求进行焊接。返修后报请质检部门进行复检。
4.5.10同一部位的返修次数不得超过两次。若超过两次,必须找出原因并制定出详细的、切实可行的返修技术方案报请监理工程师同意后方能实施。
4.5.11对钢管内外表面及焊缝进行全面的修整。制作施工中的附件的拆除,可用碳弧气刨或氧乙炔火焰割除,但切割时预留出3~5mm余量,然后用风动角向磨光机打磨至与管壁齐平。
4.5.12检测安装节各项形位尺寸并填写质检单。
4.5.13在灌浆孔补强板内螺纹上涂油并旋入孔塞以保护螺纹,然后将管节吊至防腐工区,进行喷沙除锈工作,合格后喷涂涂料及管外苛性钠水泥浆。
4.5.14由于本工程钢管的壁厚较薄阿,钢管端部设置有活动调节丝杆(端头用夹布硬橡胶包裹,见图4-3)的米字型内支撑(见图4—4)。
在每节钢管两端距离管口200mm的位置装设米字型内支撑,调节螺杆顶紧后,用连接杆将两榀支撑进行螺栓联接形成一个具有稳定性整体框架,以保证钢管在运输、吊运、存放及安装过程中不发生变形。
完成防腐施工的钢管在吊运时,应采用专用索具吊装,以防吊运时擦伤到防腐层。
图4-3活动调节丝杆
图4-4米字型内支撑示意图
4.5.15对安装节全面检查(终检),然后吊至存放区。
4.5.16根据岔管的外形尺寸和重量以及现场优越的道路条件和安装条件,分管的制作采用厂内整体组装施工法进行岔管的制作施工。
先按安装节制作工艺将岔管主锥、主岔锥、支岔锥、过渡管节制作为单元管节,同时将月牙肋板拼焊为一整体,各单元检查合格后按主锥管、主岔锥管、月牙肋板、支岔锥管的顺序进行组装焊接。施工过程中,严格按组装顺序进行组装,焊接施工每一组装焊缝组装,焊接完成并检查合格后方能进行下一组装焊缝的施工。为减小岔管的安装重量,岔管的过渡锥、直管不在厂内与岔管进行整体组装、焊接。4.6钢管的防腐施工
4.6.1防腐工艺流程
4.6.2防腐工艺
(1)进厂的涂装材料应按我厂的质量体系文件进行检验,其质量应符合标书和有关的国家标准,采用国内一流企业的产品。
(2)钢管制作完成并检测合格后,将其吊运至防腐车间的喷丸防腐区,检查钢管内外表面受污情况。
(3)喷射处理之前,先进行脱脂净化处理,再采用喷射方法进行表面处理,为增强涂膜的附着力,要求采用棱角状钢丸。
(4)用喷丸机对钢管内外壁进行喷丸除锈施工。表面清洁度等级应不底于Sa21/2级,表面粗糙度Rz应在60-100um范围内,钢管外壁表面除锈等级应达到Sal级。对每一工件应按施工记录表作好记录。
(5)钢管表面预处理喷射用的压缩空气设备应设置油水分离器,以保证喷射用的铁砂干燥、洁净、无尘。当钢材表面温度低于露点以上3℃、环境相对湿度高于85%,严禁进行表面预处理。
(6)钢管表面预处理合格后,使用钢刷和真空吸尘器清除残留砂粒等杂物,然后复测其清洁度和粗糙度,合格后在上、下管口200毫米范围内涂刷一道不影响焊接性能的车间底漆。
(7)用挡板将不需要喷涂油漆的部位盖住,然后开始进行钢管的涂漆施工。
(8)涂漆施工用高压无气喷涂机进行,涂料的配制、喷涂层数、层厚、层间喷涂时间间隔应按涂料的使用说明书进行施工。
(9)表面预处理、喷漆施工时严格在规范规定的环境条件下施工。
(10)每层涂装前应对上一层涂层进行外观进行检查。涂装后进行外观检查,表面应光滑、颜色一致、无流挂、皱皮、针孔、裂纹、鼓泡等缺陷。涂层厚度、致密性、粘附力应用专门仪器进行检测。
(11)涂层缺陷部位的补涂应将原表面打毛且周边打磨成45°斜面、清理干净后按正常喷涂工艺进行补涂施工。
(12)钢管内壁喷涂施工完成后,采用水泥浆喷涂器进行钢管外壁苛性钠水泥浆的喷涂,水泥浆的喷涂应力求稠度适中,厚度均匀,干膜不起粉状。
压力钢管的安装
5.1安装前根据图纸尺寸将安装轴线、中心线及桩号线可靠地设置在隧洞洞壁表面。
5.2在压力钢管隧洞及8号施工支洞内铺设运输轨道,施工时应严格按照图纸要求施工。
5.3制造一实物模型,采用与实际运输方案相同的方法,对运输方案进行考证,同时也检测施工支洞与引水隧洞的尺寸是否满足管节安装运输的需要。过小部分要进行修整,以确保管节安装运输的顺利实施
5.4在隧洞进口安装一门架式起吊装置,其主要用于钢管的卸车并将钢管吊入遂洞轨道的运输台车。
5.5首先进行首装节的安装;1#、2#首装节可暂定为水平弯管后的第一节直管,实际施工中可根据制造进度、土建施工进度综合权衡后确定,3#首装节为下弯管出口的第一节直管。
5.6首装节安装定位后,将钢管安装用的压缝台车运至首装节内,以方便钢管安装的需要,见图5-1。
5.7按节序图编号依次进行钢管的安装。
5.8安装环缝的组对利用安装台车上的环缝调整装置进行,其组对及安装尺寸的调整应严格按照规范及所注中心进行。施工过程中,由
图5-1压力钢管安装施工示意图
施工技术人员及质检人员对施工过程进行监控,发现问题极时处理。
5.9每一安装节组装完成后,应用型钢可靠地支撑在洞壁上,以防止下一安装节组对时,管口的位移.
5.10安装环缝的焊接应严格按照制定的《焊接工艺规程》执行,焊接过程中设专人对焊接参数及程序进行严密的监控,发现问题及时调整和处理。
5.11每一安装环缝焊接完成后,应对焊缝及电弧擦伤处进行打磨、清理,并用钢丝砂轮及砂磨片将环缝区重新清理干净,然后涂刷防腐漆。
5.12拆除钢管内支撑,并对连接部位进行切割及打磨修整。
5.13为防止安装施工过程中钢管涂层的破坏,施工过程中应用胶皮将钢管内表面下部全部覆盖,工装设备的行走轮应外包橡胶层。
5.14岔管的安装
5.14.1安装前根据图纸尺寸将桩号线、安装轴线及中心线可靠地设置在固定物体上。
5.14.2安装时从主岔锥开始按顺序进行安装。
5.14.3吊耳应根据每一管节的安装位置设置在工件上方的锚筋上。
5.14.4过渡管节与主管及支管的组装采用环缝对装调整工艺;其余组装缝的组装只需将预组装时设置固定的定位装置连接板对位并穿入螺栓紧固后即可。
5.14.5各管节的组装尺寸及装配位置应严格按照预组装尺寸及标注的中心进行。施工过程中,应由技术人员及质检人员对施工过程进行监控,发现问题及时处理。
5.14.6每一工件组装完成后应用型钢可靠地支撑在锚筋上,以防工件变形。
5.14.7每一部件组装完成并检测合格,即可进行焊缝的焊接施工。
5.14.8各部件的运输顺序按安装顺序实施,每一部件运输作业面后,应及时吊装就位并组装。
5.14.9安装现场采取20T汽车吊直接吊装就位的吊装方案。吊装施工须由专业人员实施,以确保施工安全。
5.14.10焊缝的焊接施工,应按焊接工艺指导书规定的规范及顺
序进行。每一条焊缝焊接完成后,应对焊缝及电弧擦伤处打磨清理,同时将定位块割除并将疤痕打磨平整。
5.14.11岔管安装完毕并检测合格后,将其内支撑全部拆除。拆除过程中应将连接板割除,并将焊疤打磨平整。
5.14.12对岔管进行全面的检测,所有项目全部合格后,在管内搭设脚手架进行管体内环缝表面的喷沙除锈及涂漆工作。
5.14.13喷沙除锈及涂漆施工,实行从顶到下平面的施工顺序,粗糙度及表面的清洁度按技术要求及规范执行,漆膜涂刷工艺按油漆厂家提供的工艺执行,漆膜厚度按技术要求执行。
5.14
电站配套水库工程投标方案(696页)(2024年修订版).docx


